到2015年底,英国航空公司(British Airways)所有从伦敦城市机场(London City Airport)起飞的飞机,都将使用“垃圾”作为燃料,这主要包括伦敦居民产生的废纸、食物残渣、植物残枝和其他有机废料。
当然,在变成燃料之前,这些垃圾首先要被运到伦敦的“绿色天空”(GreenSky)生物质燃料工厂进行处理。这家工厂位于伦敦东部,目前还在建造中。建成后,它每年将接收50万吨城市垃圾,并将其中有机成分转化为6万吨航空燃料,这些燃料可以产生40兆瓦的电力。
对于传统炼油厂,这只相当于他们一周的产量。但是“收集足够的生物质原料运转一个汽油炼油厂那么大规模的生物质燃料工厂,这几乎是不可想象的。”自然资源保护委员会(Natural Resources Defense Council,一家总部位于纽约市的国际机构)的可再生能源政策主管纳撒内尔·格林(Nathanael Greene)说。
垃圾变能源
“绿色天空”代表了第二代生物质燃料工厂的发展趋势。这类工厂不仅能以各种有机物作为生产原料——玉米秸秆、木屑、其他形式的农业废物,以及城市垃圾,而且工厂的规模很小。人们希望这种小型工厂可以建造在生物质原料富集的地方,从而大幅度削减原料的运输成本,这与传统的炼油厂恰恰相反。
支持者认为,由于采用了新的催化技术和紧凑的设计,第二代生物质燃料工厂不但对环境无害,还能在不需要财政补贴的情况下有利可图,这足以和石油燃料竞争。现在的问题在于,这样的设想距离变为现实还有多远?好在现在已经有客户愿意给生物质燃料工厂一次尝试的机会。相关商业机构已经如雨后春笋般在芬兰、美国密西西比州和阿拉斯加州等地涌现。
如果第二代生物质燃料工厂获得成功,格林表示,与第一代工厂相比,它们将具有一个至关重要的优势:以低碳的方式为现有交通工具提供燃料。
第一代生物质燃料工厂面临的一个关键问题是对原料的兼容性有限。第一代工厂主要依靠已经发展了一千多年的酿酒(啤酒、葡萄酒和烈性酒)技术。他们将玉米和甘蔗等食物磨碎,加入水和酵母,利用自然的发酵过程,产生大量乙醇,而乙醇不仅是绝佳的燃料,还可以与汽油混合使用。
但是,由于全球人口的不断增长,以及有限的耕地面积,使得利用食物制造燃料的方法有很大局限性。为此,十多年来,生物质燃料行业一直致力于发展更为经济的方式,利用玉米秸秆、木屑和其他以往会被直接抛弃的副产品作为原料。但这也对发酵方法提出了挑战,因为这些原料含有“牢固”的长链分子(如纤维素和木质素),酵母很难分解它们。过去5~10年间,利用酸和酶对原料进行预处理的方法取得了进展,在一定程度上克服了这个难题,美国艾奥瓦州和堪萨斯州都已经开始建造生产纤维素乙醇的工业设备。
热化学反应
然而,这还不能完全克服发酵方法上的最大难题:“混合阈值”(blend wall)——在不对燃油管线和车辆发动机造成腐蚀的情况下,可以混合到汽油中的最大乙醇量。在现有模式下,混合阈值约为10%~15%。第一代生物质燃料工厂生产出的乙醇早已满足了这一需求,甚至绰绰有余。事实上,美国在过去10年间兴建的乙醇精炼厂中,目前已有多家处于闲置状态,出现这种情况的罪魁祸首是大干旱导致的粮食价格上涨和乙醇燃料市场饱和。
近9年以来,国际石油价格一直居高不下,目前保持在每桶100美元左右,使得大批研究转向热化学反应方面。而热化学工厂能将生物质原料直接转化为燃料——不像生产乙醇,需要使用高温和催化剂。
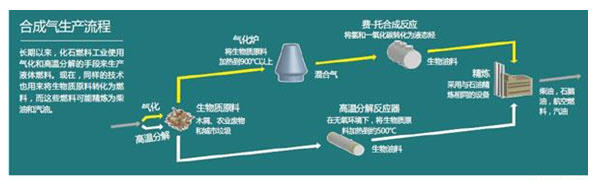
最常见的热化学方法是气化,即加热富含碳的物质(诸如煤、木屑、城市垃圾)以生产合成气(syngas,主要是一氧化碳和氢的混合物,还含有少量的二氧化碳和其他气体,详见“合成气生产流程”)。在“绿色天空”工厂,将采用Solena燃料公司(美国华盛顿特区的一家可再生能源公司)建造的专用气化炉进行气化工作:向垃圾原料喷射等离子体,加热至3500℃。和其他气化方式(将生物质原料安置在砂底盘或其他材料上,从底部对其加热)相比,这种点火装置会消耗更多的能源。“绿色天空”工厂之所以采用这种比较耗能的方式,是因为城市垃圾的构成十分复杂,而通过对温度进行调节,可以确保获得的合成气的成分保持一致。
合成气成分的一致性,对于第二步工作至关重要。接下来,合成气将被输送至一个由俄亥俄州平原市Velocys公司建造化学反应器中。在这一步,合成气将经历费-托合成反应(Fischer–Tropsch reaction)——氢和一氧化碳合成长链烃类。Velocys公司建造的化学反应器结构非常紧凑,该公司将含钴催化剂颗粒的大小控制在纳米级,并将其置于一列微通道旁,可以控制合成气的流动并形成有效的反应面。
在费-托合成设备的设计过程中,也尽可能地考虑了模块化的需求,以便于设备在工厂和现场进行组装。“要实现最佳的经济性,设备的尺寸并不是最重要的,而是你如何建造设备。”Velocys公司业务开发经理内维尔· 哈格里夫斯(Neville Hargreaves)说。
BioMax气化炉也是一种紧凑型系统,由科罗拉多州恩格尔伍德市的社区电力公司(Community Power Corporation)开发。该公司称,他们的产品采用了模块化的设计,而且体积非常小——每个标准集装箱可装入4部BioMax气化炉,且可以使用几乎所有生物质碎片作为原料,无论是食物残渣、硬纸板还是木片。产生的合成气可以代替天然气,用于加热、制冷或发电。一个典型单元能产生150千瓦的能量,满足25~50个家庭或3家超市的用电需求,甚至可以维持医院关键设备的正常运转。在不久的将来,BioMax的设备将可以接入费-托合成反应器,并生产生物柴油。
2011年,社区电力公司被阿福格纳克原住民公司(Afognak Native Corporation)收购,这家公司的拥有者是阿拉斯加州阿福格纳克岛上的原住民。他们希望在阿拉斯加州和加拿大北部销售BioMax气化炉,因为在这些地区,电力和运输燃料的费用都非常昂贵。
商业化之路
两步气化法最大的卖点在于,所有合成气都被转化为没有双键或环状结构的烃类化合物,生产出的燃料能清洁彻底地燃烧。虽然有这样的明显优势,但研究人员探索单一步骤生产清洁燃料的脚步并未放缓。在高温分解过程中,生物质材料在无氧环境中被加热到500℃,之后被直接转化为有机液体。使用标准化技术,这些液体被精炼成燃料。与气化法相比,高温分解技术还不是很成熟,美国国家可再生能源实验室(National Renewable Energy Laboratory)的首席科学家马克·尼姆洛斯(Mark Nimlos)说,但这也可被视为一个优点,他补充道:“这项技术具有很大的发展空间。”
一些公司已经开始测试该技术在商业上的可行性。例如,伊利诺伊州德斯普兰斯市的UOP公司(霍尼韦尔国际公司的子公司),正与加拿大渥太华市的Ensyn技术公司合作,推广Ensyn公司的快速热处理(RTP)设备。两家公司认为,如果安装在木材厂旁边,每台RTP设备每年可利用废弃木材转化生成7600万升热解油,足以为31000个家庭供暖。如果进一步精炼成汽油,则能为美国35000辆汽车提供燃料。
绿色燃料北欧公司(Green Fuel Nordic)是总部位于芬兰库奥皮奥市的一家生物质精炼公司,其正计划在伊萨尔米镇旁安装至少一台RTP设备。该公司将在这里处理来自全芬兰的大量林业垃圾。目前,该公司正在与欧盟委员会(European Commission)合作,开发一套针对高温分解燃料的质量标准。焦油是较难处理的成分,它是长链分子的一种黏性残渣,很难被提炼。
另一个问题是氧气,很多生物材料都富含氧气,它易和热解油发生反应,形成能严重腐蚀炼油设备的有机酸。高温分解油料研究的主要目标就是要找到更好的方法处理这两种污染物。目前,移除氧气最容易的方法是添加来自天然气的氢分子,但这将对环境造成负面影响,且增加成本。
实际上,对于第二代生物质燃料来说,经济可行性一直都是一个有待讨论的问题。美国密西西比州哥伦布市拥有世界上最先进的高温分解生物质精炼厂,这座价值2.25亿美元设施的拥有者是得克萨斯州的KiOR可再生能源公司。2013年,这座精炼厂利用木质垃圾生产了350万升汽油和柴油,虽然这个数字只相当于传统石油精炼厂一天的产量,但也足以验证高温分解生物质在技术上的可行性。因为设备改造,KiOR公司在1月关闭了哥伦布市的精炼厂,而剩余的经费足可以将该厂的运营维持到8月底,之所以可以维持这么长的时间,是因为该厂在5月的早些时候获得了一笔2500万美元的担保贷款,投资者是维诺德·科斯拉(Vinod Khosla),而最初资助哥伦布市精炼厂项目的,也正是他名下的科斯拉投资公司。
对“绿色天空”工厂而言,经济可行性仍是一个悬而未决的问题。但其合作伙伴——Velocys公司、Solena燃料公司和英国航空公司却充满期望。虽然没有透露建造工厂的成本,但3家公司都不认为成本是核心问题。英国航空公司希望这将有助于帮助它达到欧盟强制执行的碳排放目标,与此同时确保航空燃料的稳定供应(不受价格波动的影响)。Solena燃料公司和Velocys公司则希望“绿色天空”可以成为全球第一家为机场提供燃油服务的工厂。
哈格里夫斯表示,每一片旷野、森林、垃圾填埋场都是这些设施的潜在燃料来源,对液体燃料的需求永远不会消失。他说:“50年以后,我们可能实现陆路运输完全电气化。”但飞机所需的能量密度是远非电池所能提供的,“液体燃料很难被取代”。