



煤化工行业生产过程中用水量和排水量巨大,以煤制烯烃为例,吨产品消耗煤炭3~5t,消耗水资源9~14t。煤炭资源和水资源总体呈逆向分布,煤化工产业布局受煤炭资源主导,使得产业发展中水资源配置问题凸显。而水资源稀缺区域往往水环境容量也不足,甚至缺乏纳污水体,大量废水面临无处可排的困境。如何节约水资源,提高水的利用率对化工企业提高经济效益,实现可持续发展有着重要的意义。本文结合现代煤化工的生产过程探讨化工企业的水资源综合利用的措施。
化工企业既是耗水大户也是水资源污染大户,现代煤化工建设项目环境准入条件(试行)指出,强化节水措施,减少新鲜水用量,具备条件的地区,优先使用矿井疏干水、再生水,禁止取用地下水作为生产用水。其次,根据清污分流、污污分治、深度处理、分质回用的原则设计废水处理处置方案。煤化工企业各排水系统对排出的污水进行分类处理、分级控制,污染装置区设置围堰收集污染雨水,对各装置排出的废水经处理后尽可能分级回用作生产用水。条件还指出,缺水地区应优先选用空冷、闭式循环等节水技术。全厂闭式循环冷却水场设置软水密闭循环冷却水系统,喷淋系统补充水采用废水脱盐处理的淡水或蒸发结晶产出的凝结水,可大大降低对新鲜水的需求。废水综合利用可降低用水成本,提高经济效益,同时也大大降低了地下水过度开采带来的环境问题,达到保护水资源的目的。
基于以上思路,根据生产用水水质要求,全厂用水分质、分级使用,对用水要求较高的生产装置采用新鲜生产水和反渗透及蒸发器产生淡水,全厂废水分质收集处理后回用于相应的工艺装置,达到全厂水系统的梯级使用。废水回用处理系统产生的高浓盐水经蒸发结晶装置处理后,分离出工业盐作为副产品出售,产生的杂盐送至危废中心处理,工程做到近“零”排放。
1、煤化工水资源利用主要节水措施
1.1矿井疏干水的综合利用
煤化工行业作为高耗水行业,其发展的同时即将造成的环境压力也随之而来。过度开采地下水,水位出现下降、居民饮水困难的社会问题也已随之显现。大量的地下水排出到地面,进一步加重地下水位下降,加快地表植被减少,地表沙漠化面积扩大,而且,大量矿井疏干水排出地面,也造成了环境污染。
矿井疏干水作为煤炭资源开采时一种伴生资源,由于利用与排放缺乏统一管理,大量的矿井余水被白白地排放掉,不仅浪费了宝贵的水资源,而且也污染了环境。我国矿井水主要含悬浮物和少量油,水质较好,一般不含有毒物质。处理流程大体为“气浮除油—混凝沉淀—过滤”后经再经深度处理工序即可作为全厂生产水使用。若作为生活水使用,流程末端还应增加消毒工序。矿井水的处理按其水质特点处理方法也有所不同,含悬浮物的矿井水采用混凝沉淀或气浮方法处理,矿化度高的矿井水采用离子交换或膜分离技术进行处理,酸性矿井水采用中和法进行处理。
在煤矿企业必须抽排且余水较多而化工企业缺乏水源的情况下,煤矿将矿井疏干水协议或无偿外供其他企业或作为生态植被补充水,即解决了企业的用水需求,又为采煤企业就近排放、降低成本和减少环境影响创造了条件,并使矿井疏干水得到了充分的利用,具有良好的经济、社会和环境效益。
1.2循环冷却水系统节水
煤化工项目生产过程中主要用水点集中在循环冷却水补充水和除盐水补充水,其水量占全厂生产水用量的70%以上。因此,回收各类冷凝液和削减循环冷却补水量可大幅降低企业水耗。
1.2.1开式循环水节水措施
开式循环水节水主要通过浓缩倍数实现,系统冷却过程中由于与空气直接接触,空气中的灰尘、微生物及溶氧被带入循环水系统,造成水质恶化,通过控制浓缩倍数,达到降低循环水中有害组分的目的。此外,在排除部分废水后,水中的阻垢剂、杀菌剂等药剂的量被稀释,从而需要补充水药剂量以维持系统的正常运行。
(1)提高浓缩倍数
循环水浓缩倍数是衡量循环水系统设计操作状况的一个重要指标,提高浓缩倍数,可以降低补充水量和排污量,节省药剂投放量,对节水和环保均有利。据统计,在进出水温差为10℃时,浓缩倍数由3提高到5,可节约补充水16%,企业应结合具体生产情况在允许的水质控制范围内采用较高的浓缩倍数。目前,煤化工行业采用回用水作为补充水的循环水浓缩倍数基本大于3。
(2)控制腐蚀结垢
控制循环水系统腐蚀结垢的方法有化学法和物理法。目前,物理处理方法一般用于小型水处理系统中,且相关报道较少,国内已有工程项目采用磁化处理及静电处理。针对煤化工项目,特别是中大型的煤化工项目,较多采用化学处理方法,其技术也更为成熟、可靠和有效。循环水系统中通常投加聚磷酸盐等复合药剂来控制循环水的腐蚀和结垢。但单一的缓蚀剂效果往往不太理想,目前大多采用两种或两种以上的组合缓蚀剂,通过相互协调作用,获得更好的循环水水质条件。
(3)控制微生物生长
微生物黏泥对水中的胶体物质、悬浮物和腐蚀产物能起到架桥和絮凝的作用,使得污染物黏附成垢。黏泥的存在也会对设备和管道的内表面产生电化学腐蚀,同时会造成设备的换热效率降低,工艺介质超温,生产能耗增加。目前常用的方法是投加氯类氧化杀菌剂。王建娜等介绍了由聚季铵盐类阳离子聚合物与其他杀菌剂及助剂复配的QS-14杀菌剂在齐鲁石化公司的应用情况,4~24h对异养菌杀菌率≥98%,控制黏泥性能良好。
(4)采用适合的旁滤技术
目前开式循环水系统普遍采用旁滤设备,通过过滤循环水中的部分浊度、悬浮物等改善循环水水质,还能提高循环水的浓缩倍数。实际设计及运行过程中,旁滤水量一般占循环冷却水总量的3%~5%。旁滤设备一般选用出水水质好、反洗水耗低、安装维护方便、系统运行稳定的新型设备,如目前较为广泛使用的浅层沙过滤器、中高速过滤器、盘片式过滤器、高效纤维过滤器等。
1.2.2闭式循环水系统节水措施
闭式循环冷却水系统的核心是空冷器,工艺装置返回的高温水在空冷器管内冷却降温后,由循环冷却水泵加压至工艺装置,吸收工艺装置热量,再回到空冷器冷却,往复循环。整个过程中管内冷却水不和大气直接接触,水质优良。相比开式循环水系统,具有操作费用低,节水效果明显的特点。闭式循环冷却水系统按冷却方式可分为:干式空冷、湿式空冷、联合空冷。
(1)干式空冷
干式空冷是以环境空气作为冷却介质,依靠翅片管扩展传热面积来强化管外传热,靠空气横掠翅片管后的空气温升带走热量,达到冷却、冷凝管内工艺流体的目的。考虑技术经济性,干式空冷适用于传热温差较大的场合,煤化工循环水系统中鲜有应用。湿式空冷冷适用于传热温差较小的场合,应用较广泛。
(2)湿式空冷
湿空冷器又分为表面蒸发空冷器、增湿型湿空冷器和喷淋蒸发型空冷器。
I.表面蒸发空冷器
表面蒸发空冷器的是在管束上喷淋冷却水,使外表面形成薄水膜,同时空气横掠管束,依靠表面水膜的迅速蒸发来强化管外传热,使管内流体冷却,温度可达到接近环境湿球温度。表面蒸发空冷器将水冷与空冷、传热与传质过程融为一体,兼具两者的优势,具有结构紧凑、传热效率高、投资省、操作费用低、安装、维护方便等优点,在炼油、化工、冶金、制轻工业等行业应用前景广,是空冷技术发展的新方向。但其换热元件面积小,耗水量大,不适用于节水要求高的工况。
II.增湿型空冷器
增湿型湿空冷是在空气入口处喷水雾,利用雾状水的蒸发使空气入口处的干燥空气增湿,以此降低空气入口温度,空气温度干球温度降低,增大空气入口温度与管内流体出口温度之间的温差来强化传热。与表面空冷器相比,增湿型湿空冷增加了挡水板,湿空气经过挡水板除去夹带的水滴后横掠翅片管束,依靠空气温升带走流体热量。入口处空气相对湿度愈小,空气增湿后降温愈多,其冷却效果也愈显著。环境气温高时,通过调节喷淋水泵的水量,对入口空气喷雾降温,强化冷却效果。在环境气温低时,关闭喷淋水泵,即可达到冷却效果,同时还降低了水耗。
III.喷淋蒸发型空冷器
喷淋蒸发型空冷器的作用原理是依靠喷淋在管束翅片管表面形成的水膜,空气掠过管束时,翅片表面的水膜受到气流和管内热介质的双重影响,进行强制蒸发,取热能力很大。管外膜传热系数比普通的干式空冷器大3~5倍。此外,水的喷淋蒸发,空冷器入口风温由干球温度降低到接近湿球温度,而且因水的汽化潜热很大,导致空冷器出口风温温升很少,传热温差要比普通的增湿空冷器大。喷淋蒸发型空冷器适用于翅片管内流体介质冷却温度要求较低的工况。喷淋蒸发型空冷器翅片表面水膜因受到气流和管内热介质的双重影响,强制蒸发使其效率明显高于其他普通增湿型湿空冷器。
(3)联合空冷
联合空冷器是将干空冷冷却器和湿空气冷却器两段组合成一体,第一段为湿式空冷器,第二段为干式空冷器。喷淋水在第一段湿式空冷器的翅片管表面的蒸发,增强湿空冷器的传热。经过第一段湿空冷器后,表面的空气由干空气变成了湿空气,其温度降低至接近空气的湿球温度。从湿空冷器排出来的温度较低的空气再进入第二段干式空冷器,以增加空气的传热温差,从而提高了干空冷器的传热能力。
干湿空冷却的串联导致空气经过空冷器的阻力增大,湿式和干式空冷器的管束排数应受到约束。干-湿联合空冷器对设计的要求较高,需要对干湿联合空冷器的传热面积和压力降进行合理分配,才能获得湿式和干式各自的优势以获得最佳效果。一般湿空冷器管束的排数为2-3排,干式空冷器管束排数不宜超过4排。如在西北某大型煤化工项目的设计中,通过对冷却塔设备投资、占地、运行费用、系统可靠性及水耗指标等方面的比较后,选用了节水率为60%的干湿联合闭式冷却塔。
1.3密闭式冷凝液的回收利用
密闭式冷凝水回收是指冷凝液在回收过程中不与空气直接接触,从而减轻对管道和设备的腐蚀,同时还较少了闪蒸损失。冷凝水回收主要包括透平冷凝液和工艺冷凝液的回收,通过采取增加回收装置(如表面换热器等)或措施的方法收集冷凝液,回收后通过简单的预处理和离子交换后,可作为除盐水再次利用。
1.4废水的分类收集和梯级利用
污水的分类处理和分质量回用主要有废水不经处理直接回用和经过处理后回用两类.由于不同工段对水质要求不同,相应工段产生的污染程度也不同。结合不同工段的水质要求,对不同污染程度的废水有针对性的处理和回用,可提高污水的回用率,同时降低废水处理的规模和难度,达到节水和经济的双重效果。如某煤制烯烃项目酸气脱除装置产生的洗氨水直接送至CO变换装置,含盐量较低的部分煤气化汽包排污废水、甲醇制烯烃及生活污水等,污染物以COD和氨氮为主,直接通过生化+深度处理后回用。含盐量较高的循环水排污水、除盐水站排污水和化学清洗排污水等,主要污染物为盐,采用预处理+膜浓缩处理后产水回用。
1.5废水近“零”排放技术
受水资源和水环境问题的双重制约,国内煤化工项目纷纷提出废水近“零”排放方案。废水“零排放”或近“零”排放是指煤化工项目产生的废水经浓缩后以浓缩液的形式再加以处理或回用,而不向地表水排放任何液体的废水。即在对水系统进行合理划分的基础上,结合废水特点,实现最大程度的处理回用,不再以废水的形式外排至自然水体的设计方案。
经分析,煤化工项目中清净废水排放量与生产污水相加可达到总生产用水量的40%~60%,废水近“零”排放技术将生产废水与清净废水基本全部收集处理后回用至工艺装置,也是对新鲜水的有效补充,新鲜水可减少约30%~50%消耗量,节水效果显著。煤化工项目废水近“零”排放技术主要分为生化处理、回用处理、膜浓缩处理和蒸发结晶四个工段,典型近“零”排放方案如图1所示。
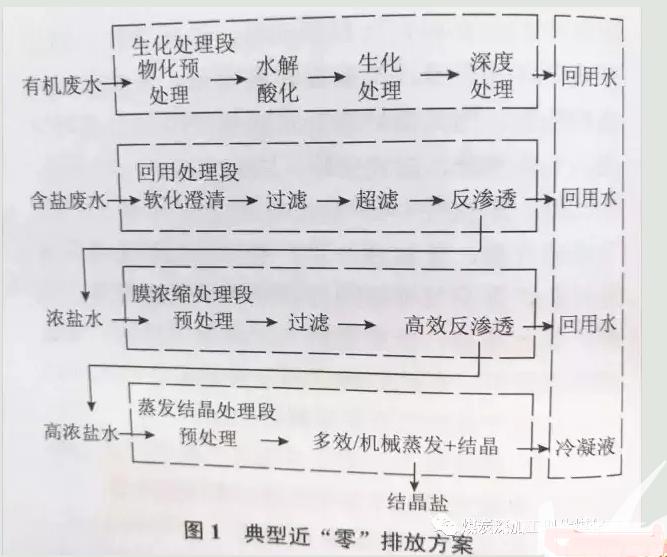
煤化工废水近“零”排放技术的实现主要受四阶段四因素的制约:一是源头控制,即通过对不同水质废水分类收集,分质处理;二是废水预处理技术选择,即针对分质处理的废水中高浓度难降解废水通过对比分析,选择合适的氧化技术(如WAO)将难降解有机物分解成可生化性较高的废水或主要污染物为盐类的废水,再通过生化或膜分离技术处理;三是针对高含盐废水处理技术选择,由于膜脱盐处理后的废水中钙、镁、硅等含量较高,容易使后续浓缩膜产生污堵或结垢,选择合适的除钙、镁、硅技术(如HERO工艺)应成为膜浓缩处理的关键环节;四是蒸发结晶技术的选择,蒸发结晶装置运行不稳定,结晶盐无有效综合利用途径,如何确保蒸发结晶装置稳定运行及副产物结晶盐的资源化利用应成为今后研究工作的重点。
2煤化工节水技术发展展望
煤化工节水技术不仅要从源头和全工艺流程进行贯彻,制定相应的节水规则和提高管理水平,更应注重废水处理流程末端高浓度废水的处理和利用,尽可能避免废水外排或泄漏对环境的影响。随着日益严苛的环保要求和水资源紧缺,近“零”排放技术的研究也不断深入,煤化工废水组分的复杂性,使得单一处理技术难以奏效,技术的集成和优化必将是煤化工废水处理技术发展的重要趋势。
目前,国内煤化工近“零”排放技术的研究和应用处于起步阶段,近“零”排放技术的应用成功实例并不多,且部分技术往往借鉴于其他行业和领域,引入技术能否提高煤化工废水处理还有待验证。此外,近“零”排放技术的实施投资费用巨大,实现近“零”排放不能作为煤化工企业的硬性要求。蒸发结晶工序的末端产品结晶盐资源化利用去向和结晶盐标准也应尽快出台,结晶盐的处理也必将成为研究热点,固化/稳定化技术是处理重金属类危险废物的成熟工艺,针对煤化工行业结晶盐,需要对工艺和辅助药品的适应性再研究。而国内对于此的相关研究较少,这也是后续亟待加强的地方。通过持续的技术投入,将会大大促进煤化工废水处理技术水平的不断提高,实现煤化工行业与社会、经济、环境和谐发展。随着各项更为严苛的环保政策的陆续出台,近“零”排放也必将成为煤化工节水技术发展的趋势。
3结语
煤化工企业的水资源综合利用不仅关系到企业的直接经济效益,同时也关系到企业的可持续发展。企业只有通过不断技术创新,综合分析各生产装置的生产能力和冷却单元参数要求、系统的完善和前后工序能量平衡,制定最佳的工艺路线,才能逐步实现科学的用水体系。除了采用各种有效的技术措施外,加强日常节水管理,严格各项工艺控制指标,提高员工的节水意识,并开展节水考核竞赛活动,对于节水工作的顺利发展也非常重要。此外,还应加强管理措施,统筹规划,合理利用,保证水资源均衡利用。
