
 首页 >> >> 推荐技术 >> 煤气化技术
首页 >> >> 推荐技术 >> 煤气化技术 新会员:
ytebara
新会员:
ytebara
|
BGL块/碎煤熔渣气化技术的开发及应用
BGL(British Gas-Lurgi英国燃气—鲁齐)碎煤熔渣气化炉技术是在原鲁齐固定床加压气化炉2型、3型和4型炉技术基础上,由当时的英国燃气公司科技开发部(现Advantica公司)在德国鲁齐公司的协助下,在英美政府和欧盟的部分资助下,耗资数亿英镑,在位于英国爱丁堡附近的西田(Westfield)煤气化试验厂开发出来的新型煤气化技术。
鲁齐固定床加压气化技术是当前世界上应用最多和工业化使用经验最丰富、最成熟的煤气化技术。在现代气化技术中,鲁齐固定床加压气化技术具有氧耗低和建设成本低的优势,同时也有气化强度低、蒸汽消耗大且利用率低和大量气化污水造成净化成本高的缺点。现代熔渣气化技术具有气化强度高、蒸汽利用率高、气化效率高的优势,但又有氧耗高和建设成本高的缺点。BGL熔渣气化技术将高温熔渣气化与加压固定床气化的技术结合在一起,兼具双方的优势,克服各自的一些缺点,是一种即高效,又经济的气化技术。
BGL气化技术开发的初期主要针对大规模高效生产替代天然气,应对当时可能发生的欧美天然气供应源由于国际政治原因或开采生产原因枯竭。自上世纪70~80年代技术开发至90年代初,经过对大量的英国、美国、欧洲的烟煤、焦炭、和部分欧洲的褐煤在工业化规模试验炉的试烧和运行可靠性验证,BGL技术完成大规模中试和工业化示范,直径2.3米的气化炉(在鲁齐2型和3型炉基础上改造的炉型)可达到日投煤量500吨的水平,气化强度高出原鲁齐加压气化炉近3倍。BGL熔渣气化炉可直接气化含水量到20%的各类煤种;在1400℃~1600℃高温气化条件下,蒸汽用量大幅度降低,90~95%的蒸汽在气化过程中分解,不仅提高了气化效率,而且使气化废水量减少80%以上,降低了脱除酚氨装置的规模和提高了废水净化的经济性。BGL熔渣气化技术在工业化规模试验炉(日投煤量300吨和500吨气化炉)上对超过18万吨的许多英国和美国煤种以及石油焦等投料作了累计超过1万4千3百小时的试烧,最长连续开车达90天,积累了大量的试烧数据,开发了完整地气化模拟分析软件、设计手册和操作手册。BGL熔渣气化技术经工业化试验验证的炉径可放大到4米,单炉日处理投料煤可达到1000多吨,单炉日产合成气可达到近2百万标方。
90年代中后期,在德国东部的黑水泵(Schwarze Pumpe)煤气化厂建设了一台内径3.6米的BGL熔渣气化炉,与三台同炉径鲁齐IV型加压气化炉并联交替使用(即用三台鲁奇炉作为单台BGL炉的替换炉使用),气化由当地劣质褐煤制成的型煤与固体废料混合的投料,生产合成气,为大型发电厂提供燃料气和为甲醇生产提供原料气。该气化炉自2001年投产后,至今运行良好。
2005年,中国云南煤化工集团与Advantica公司合作,在其下属的云南解化集团采用英国西田煤气化试验厂的设计方案改造了一台固定床加压气化炉,作为试验和示范炉,探索直接试烧当地高含水量(约35%水份)褐煤的途径。2006年7月完成炉体改造,截至2007年5月,进行了8次开车试验,初步达到预期目标,取得阶段性成果。通过试验,证明系统可正常运行,气体成分基本稳定,有效气体成分高。云南煤化工集团已决定在云南开远市应用该熔渣气化技术建设20万吨甲醇/15万吨二甲醚生产装置。
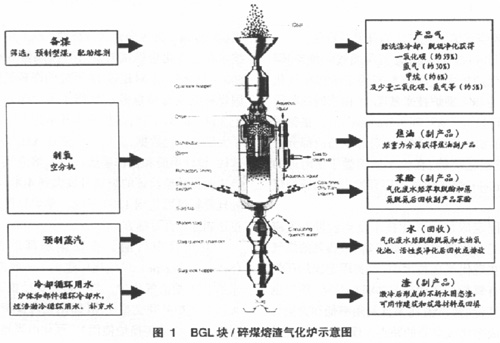
BGL碎煤熔渣气化炉工艺
BGL气化炉炉体简单,采用常规压力容器材料制成,配有常规耐高温炉衬及循环冷却水夹套。其中,喷嘴、渣池及间歇捧渣系统设计为核心专有技术。
气化炉投料可采用6~50mm的碎(块)煤或机械型煤(劣质褐煤粉煤或其他煤种粉煤经冲压制成的型煤),可参杂适量粉煤(<10%),也可通过喷嘴喷入水煤浆或将气化炉产出的焦油回收重新气化。
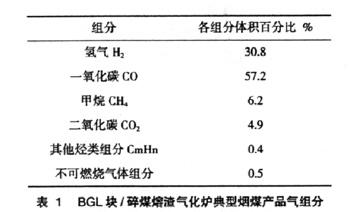
BGL气化技术采用氧气和水蒸气为气化剂,气化温度约在1400—1600℃,蒸汽用量大幅度减少,水蒸气分解宰超过90%.氧气消耗大大低于流化床气化炉。BGL气化炉气化反应速度快、气化强度高,生产能力较同内径鲁齐炉提高2~3倍。除产出少量甲烷外,粗气组分(H2+CO)与流化床气化产出粗气类似。
BGL碎煤熔渣气化技术优点
1)综合优势强:结合了熔渣气化技术高气化率和高气化强度的优势和鲁齐固定床加压气化技术氧耗低和炉体结构廉价的优势,克服了流化床熔渣气化技术高能耗和高成本的弱点和鲁齐固定床加压气化技术效率低和废水处理成本高的弱点,具有建设投资少、周期短、生产率高、运行成本低、维护成本低的综合优势。
2)有效气(H2+CO)产气率高:石油焦气化有效气>90%;无烟煤和优质烟煤气化有效气88~90%;褐煤气化有效气>84%。
3)气化强度高:BGL气化炉技术在鲁齐炉内壁设计基础上加入耐火砖衬,形成简单的水夹套保护层,在炉下部沿周向装置了一组喷嘴,将混合氧气/水蒸气高压喷入炉内,形成炉内局部高温(2000℃左右)燃烧区,气化区温度在1400℃~1600℃范围,较鲁奇炉大幅度提高了气化率、成倍提高了气化强度、同时将蒸汽使用量减少到鲁齐炉消耗量的10~15%,蒸汽分解率超过90%。绝大部分喷入炉内的水蒸气参与气化。
4)氧耗低:由于兼具鲁齐固定床的逆流气化的整体流程和现代高温熔渣气化原理,提高了气化热效率,使气化过程的氧耗较其他熔渣气化技术的氧耗大幅度降低,显著节省了对空分等设备的投资。
5)废热回收成本低:粗气的出口温度仅为300~550℃,提高了气化过程的热效率,节省了氧气消耗,大幅度降低了废热回收的需求和设备成本。
6)设备制造、运输、安装成本低:由于BGL气化技术的设计特点,炉内靠近炉壁处温度和粗气出口处温度较低,气化炉炉体和附属设备可采用常规压力容器钢材,在中国就近加工制造,大幅度降低了制造,运输和安装的成本,大大缩短了设周期。
7)与其他国外气化技术相比,BGL熔渣气化技术的冷煤气效率最高(>89%)、碳转化率最高(>99.5%)、热效率最高、氧耗最低、系统运行可靠性高、维护费用低。
8)煤种的选择范围宽:可气化石油焦、无烟煤、烟煤、次烟煤、褐煤.以及这些煤种的混合投料;通过适当增加石灰石助熔剂投量,可气化高灰熔点煤种。
9)煤种的适用性强:对操作过程中煤质的变化不敏感。
10)资源利用率高.不带来污染:99.5%以上的碳转化为气体后.煤中剩余的矿物质在高温下熔化,经循环水激冷形成无渗滤性的玻璃质固体碎渣粒由炉底部排出。排出的熔渣无污染,可作为副产品在建筑和筑路中使用,或安全地回填或深埋。气化废水主要来自投料煤经炉内干燥后排出的冷凝蒸汽,水量小,有机含量的浓度高,有利于在较低生产成本下分离处理,回收的苯酚作为副产品具有较高商业价值。在采用恰当的深度水处理技术后,可使净化后的水质达到中国河流的排放标准要求,或全部回收做为工艺或冷却用水循环使用。

结论
BG块/碎煤熔渣气化工艺是现今气化技术中最高效的技术之一,它结合了流化床熔渣气化技术高气化率和高气化强度的优势和鲁齐固定床加压气化技术氧耗低和炉体结构廉价的优势,克服了流化床熔渣气化技术高能耗和鲁齐固定床加压气化技术低效率和废水处理成本高的弱点,具有建设投资少、建设周期短、产气率高、气体热值高、能耗低、资源利用率高、运行和维护成本低的综合优势,同时,也是一项经过工业化规模验证的成熟可靠的技术。其产出气可以应用在合成氨、甲醇、煤制油(CTL)、联合循环发电(ICrC)、制氢、燃料煤气等生产领域。采用BGL碎煤熔渣气化技术可为企业带来良好的经济效益。
|
